مقدمه
اغلب موارد وقتی که یک مشکل در فرایند تزریق پلاستیک ایجاد میشود مهندسین، تکنسینها و اوپراتورها شروع به چرخاندن ،کلیدها ، سوئیچها و تنظیم تایمرها می کنند بدون انکه درکی از آنچه که انجام میشود و یا نتیجه میدهد را داشته باشند.
این مسئله شایع بوده و ناشی از یک غریزه انسانی اسـت کـه بـرای انجـام کاری (هر چیزی) انجام میشود، زیرا می تواند یک راه حل سریع باشد، هـر چـنـد کـه همیشه امکان پذیر نیست.
روش رفع عیوب میتواند عیوب تزریق را به صورت عینی تجزیه و تحلیل کند و نهایتاً یک راه حل بالقوه ای برای حل آن ارائه دهد.
سپس باید این راه حل بالقوه مورد آزمایش قرار بگیرد و با دیگر تحلیل ها دنبال شود.
اگر این راه حل کار نکرد باید روشهای دیگری بررسی شوند اما باید هر راه حل بطور مستقل و منطقی تعیین شود. این روشها نباید حدسی باشند و باید از منابع خارجی کمک گرفت.
یکی از منابع کمکی در عیب یابی راهنمای تأمین کنندگان مواد اولیه میباشند که میتوانند کمک شایانی در مورد آنچه که در صورت مواجهه با عیب خاصی روبرو میشوید را ارائه کند.
اگرچه این راهنماها علل بروز هر مشکلی را ارائه نمی کنند ولی میتوانند به خوبی مورد تحقیق قرار بگیرند در نهایت مهندسین عیب یاب می توانند پاسخ یک مسئله مشخص را پیدا کنند.
بهتر است که از یک رویکرد دو طرفه برای عیب یابی استفاده کرد، این رویکرد شامل استفاده از راهنماهای تأمین کنندگان مواد در وهله اول و در نظر گرفتن دانش فـرددر وهله دوم میباشد.
طی مطالعه ای که در یک دوره ۳۰ ساله (۱۹۶۳ تا ۱۹۹۳ توسط انجمن فنون پلاستیک تگزاس انجام شد شایع ترین عوامل بنیادین عیوب تزریق پلاستیک مورد تحلیل قرار گرفتند. عیوب مورد مطالعه مربوط به فرایند بودهاند و در نتیجه طراحی ضعیف محصول نمیباشند.
این مطالعه نشان داد که عیوب میتوانند توسط یک عامل از چند عامل پیشرو ردیابی شوند:
۱) ماشین تزریق پلاستیک
۲) قالب
۳) مواد پلاستیکی
۴) اوپراتور ماشین تزریق پلاستیک
شکل 1 سهم هر یک از این عوامل را نشان می دهد.
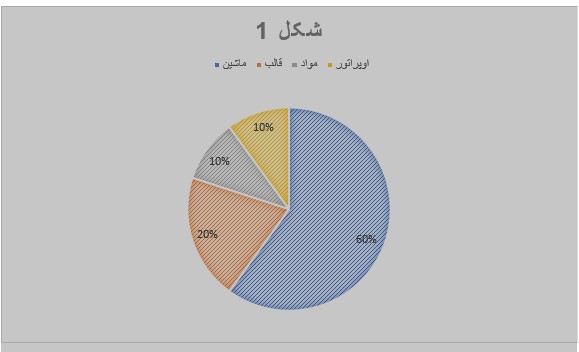
این چهار عامل از اهمیت ویژه ای برخوردار هستند که به شناسایی عیوب کمک میکنند.
بسیاری از ما در صنعت معتقدیم که بیشتر علل ایجاد عیوب در وهله اول نتیجۀ مواد و در وهله دوم اوپراتور میباشد. اما شکل 1 بیانگر آن است که بیشتر عیوب در واقع نتیجۀ ماشین تزریق پلاستیک می باشد.
بنابراین باید برای حل مسئله در زمان عیب یابی در اولین گام به دنبال ماشین تزریق بود، زیرا جواب 6 بار از 10 بار وقوع مشکل میباشد برای حل مشکلات تزریق باید ذهن کاملاً بازی داشت.
یک مشکلی که در یک روز حل شده ممکن است در روز دیگر همان مشکل حل نشود زیرا در اینجا تعداد زیادی پارامتر با تنوع گوناگون وجود دارد و به علت نحوه اثر گذاری آنها بر یکدیگر ممکن است تعداد زیادی راه حل برای یک مشکل وجود داشته باشد .
همچنین ممکن است که بسیاری از مشکلات را با استفاده از یک راه حل رفع نمود. بنابراین برای عیب یابی باید در عمق مسئله رفت و از اینکه راه حل مناسبی انتخاب شده مطمئن شویم. این کار با استفاده از تحلیلهای ساده و ادراک عمومی صورت می پذیرد تصور کنید که برای پلاستیکی که از قیف وارد و از درون سیلندر عبور میکند .
تا به کویته برسد چه اتفاقاتی ممکن است رخ بدهد؟ با استفاده از روش عیب یابی می توانید شما تعیین نمایید که چه چیزی ممکن است برای ایجاد عیب تغییر یافته باشد میتواند المنت حرارتی هیترها سوخته باشد یا فنر شیرهای فشار ماشین تزریق ضعیف شده باشد و یا ممکن است لوله های خنک کاری مسدود شده باشد
هر یک از این مشکلات میتواند باعث ایجاد موارد خاصی شود درک کامل از فرایند تزریق پلاستیک میتواند به تعیین و ریشه یابی علت کمک کند که این موضوع به طور مفصل در فصل پیشین به آن پرداخته شده است در بخش پیشرو شایع ترین عیوب تزریق پلاستیک تشریح خواهند شد.
به دلیل وجود عوامل گوناگون در پیدایش عیوب سطحی و عملکردی قطعات تزریقی رفع عیوب تزریقی کاری دشوار به نظر میرسد به همین دلیل در این بخش سعی شده است ابتدا با معرفی ایراد علل پیدایش ایراد تشریح گردد
و روش برطرف کردن آنها ارائه شود در انتها با ارائه یک نمودار رفع عیب به صورت قدم به قدم الگوریتم نشان داده شده است هدف از این کار دستیابی به قطعه مطلوب با تغییر عوامل مؤثر در فرایند تولید است.
در فرایند عیب یابی قطعات تزریق پلاستیک بایستی به این نکته دقت شود که به منظور عدم تداخل عوامل مختلف به هنگام رفع عیب در هر مرحله یک عامل بایستی تغییر داده شود به این معنا که اگر برای رفع یک عیب میبایست هم دما و هم فشار تغییر داده شود.
در هر مرحله میبایست یکی از آنها تغییر کند و پس از مشاهده نتیجه در صورت ضرورت بایستی عامل بعدی نیز تغییر کند بعد از تغییر هر عامل بایستی چند بار تزریق انجام شود.
تا شرایط پایدار گردد همانطور که قبلاً هم بیان شد در بعضی از حالات برای رفع یک عیب راه حلهای متعدد وجود دارد در صورت عدم حصول نتیجه با هر یک از راه حل های ارائه شده بایستی به راه حل دیگری پرداخته شود.
اگر چه راه حلهای موجود بر اساس شرایط عملی فرایند هستند، اما نمی تواند تشریح کننده تمام شرایط کاری به هنگام فرایند باشد هر فرایند برای خود شرایط ویژه ای دارد.
اما به هر حال میتوان به آسانی شرایط موجود را با اطلاعات این بخش تطبیق داده و با دانش شخصی آن را تکمیل کرد.
در اینجا در بخشهای بعدی به معرفی عیوب مشروح در زیر خواهیم پرداخت:
- حبس هوا
- نقطه و رگه های سیاه
- پوکی قطعه
- نقاط سوخته
- لایه لایه شدگی
- تغییر ابعادی
- تغییر رنگ
- چشم ماهی
- پلیسه
- هاله جريان
- انسداد جریان یا واماندگی
- اثر فواره ای
- سطح ناهموار
- عدم تزریق
- رگه های نقره ای
- مکش و فرو رفتگی
- خط جوش و خط مذاب
- اثر پران بر روی قطعه